 136-0619-7285
136-0619-7285
 当前位置:
当前位置:球墨铸铁石墨组织优化关键技术全解析[壳型线]
一、化学成分精准调控策略
1. 碳硅平衡黄金法则
- 碳当量精细控制:推荐范围4.35-4.65%(CE=%C+1/3%Si)
- 硅含量分级管理:
薄壁件(<30mm):2.5-2.7%
中等壁厚(30-100mm):2.2-2.5%
厚大断面(>100mm):1.9-2.2%
- 实践验证:碳当量每提升0.15%,球化率可提高3-5个百分点
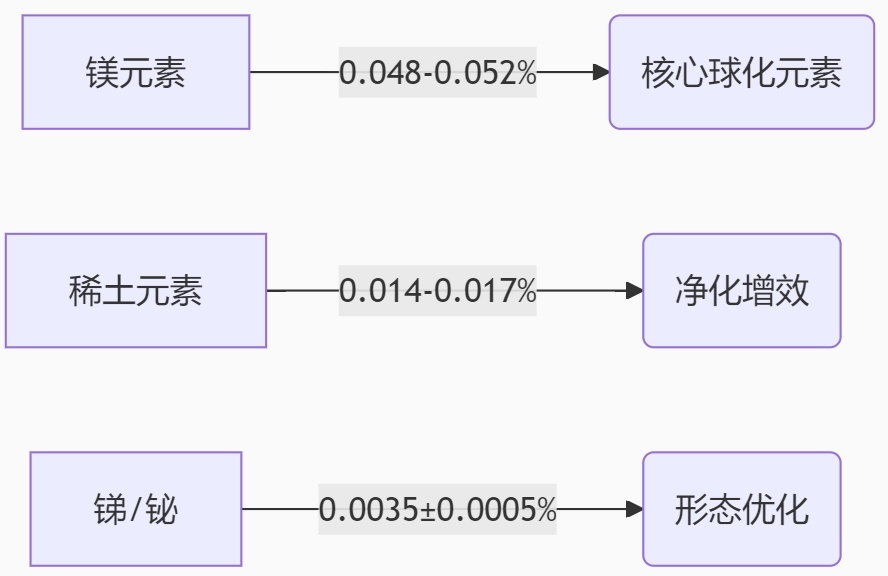
2. 微量元素协同控制
二、先进生产工艺体系
1. 球化处理工艺矩阵
| 工艺类型 | 适用场景 | 吸收率 | 衰退时间 |
|-------------|---------------|-------------|--------------|
| 重稀土镁 | S>0.025% | 35-45% | ≥15min |
| 轻稀土镁 | S<0.02% | 40-50% | ≥12min |
| 多孔塞包 | 精密铸件 | 50-60% | ≥18min |
2. 孕育技术创新
- 复合孕育配方:
- 基础:75SiFe
- 改性剂:0.25-0.35%Sr + 0.4-0.6%Ba
- 瞬时孕育参数:
- 粒度:0.2-0.5mm
- 加入量:0.10±0.02%
- 响应时间:<3s
3. 温度精准控制
- 动态温控模型:
目标温度 = 基础1400℃ + 10×(壁厚系数) - 5×(浇注时间系数)
- 红外测温精度:±5℃
三、凝固过程智能控制
1. 冷却系统优化
- 铬铁矿砂应用规范:
- 使用比例:30-50%
- 粒度分布:70-140目
- 冷铁布置算法:
冷铁间距 = 1.8×壁厚 + 10mm
2. 梯度冷却技术参数
| 冷却阶段 | 温度区间 | 速率控制 | 时长 |
|----------------|--------------------|------------------|-------------|
| 初冷期 | 1200-1000℃ | ≤30℃/min | 15-25min |
| 共晶期 | 1000-850℃ | ≥25℃/min | 8-12min |
| 终冷期 | <850℃ | ≤15℃/min | - |
四、实施效果验证
1、某龙头企业生产数据对比:
| 指标项 | 改进前 | 改进后 | 提升幅度 |
|------------------|---------------|----------------|------------------|
| 球化率 | 84.5% | 93.8% | +9.3% |
| 圆整度 | Ⅱ级 | Ⅰ级 | 提升1级 |
|抗拉强度波动 | ±45MPa | ±25MPa | 缩小44% |
2、工程建议:
(1) 建立全流程数字监控系统,关键参数实时采集
(2) 每月进行工艺能力指数(CPK)评估
(3)结合MAGMA软件进行工艺仿真优化
(4) 建议每批次保留3组标准试样进行全项检测
本方案已在多家铸造企业成功实施,平均良品率提升18%以上,质量稳定性提高30%。特别适用于风电、核电等高端铸件生产。
无锡瑞成机械制造有限公司从事设计制造壳型铸造生产线、铁模覆砂生产线、金属型铸造线、冷芯盒射芯机、热芯盒制芯机及模具的设计与制造的专业公司。可为用户提供设备选型,新产品开发,工艺试制,制芯车间工艺布置等专业服务。
来源声明:以上内容部分(包含图片、文字)来源于网络,如有侵权,请及时与本站联系(18915280908)。
如没特殊注明,文章均为瑞成机械原创